单伸缩双作用带机械加长杆立柱(卡环连接)拆解装配 1 拆解步骤: 1)将B型销(开口销)21取出,依次取出销轴20、套环22、卡环23,所有拆卸零部件分类存放; 2)将孔用卡簧19取出,在防尘盖18端面焊2个或4个M630的螺栓,注意不能破坏缸体内孔及活柱镀铬层;用烤枪均匀沿缸口外表面一圈均匀加热至100120℃,用小撬棍两头对称 完好零件 解 体 清 洗 外观检测 回 收 分类存放 修复零件 零部件检测 零部件清洗 申报采购 修 复 测量制作 报废零件 组 装 报废库存放 清 洗 检 测 压力测试 喷
单伸缩双作用带机械加长杆立柱(卡环连接)拆解装配
1 拆解步骤:
1)将B型销(开口销)21取出,依次取出销轴20、套环22、卡环23,所有拆卸零部件分类存放;
2)将孔用卡簧19取出,在防尘盖18端面焊2个或4个M6×30的螺栓,注意不能破坏缸体内孔及活柱镀铬层;用烤枪均匀沿缸口外表面一圈均匀加热至100—120℃,用小撬棍两头对称 完好零件 解 体 清 洗 外观检测 回 收 分类存放 修复零件 零部件检测 零部件清洗 申报采购 修 复 测量制作 报废零件 组 装 报废库存放 清 洗 检 测 压力测试 喷 漆 申报采购 抽 检 竣工验收、交付使用撬出防尘盖;取出卡环(三瓣键)和O形密封圈。
3) 行车将缸体1吊装至拆柱机,取出加长杆8;
4) 从立柱下腔(活塞腔)进液,并使活柱向外伸出一部分,然后取出导向套9;
5) 抽出活柱体2,先取出卡箍4,再依次取出卡键3、支承环5、鼓形圈6和导向环7;
6) 从导向套9上依次取下O形密封圈11、挡圈12、导向环10、蕾型圈13、挡圈14;
7) 从防尘盖18取出卡环15(三瓣键)、O形密封圈16和防尘圈17所有拆卸零部件分类存放;
8) 拆解的零部件分类存放,待检测。
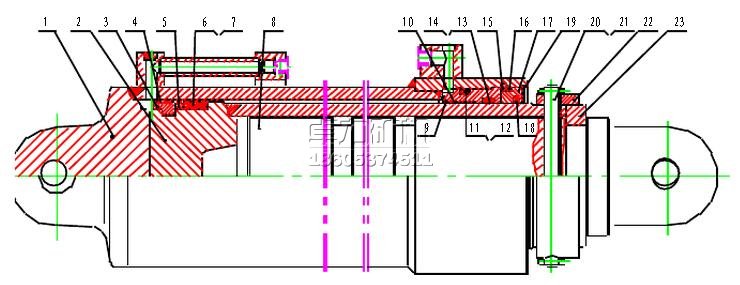
1.缸体 2.活柱 3.外卡键 4.卡箍 5.支撑环 6.鼓型圈 7.活塞导向环 8.加长杆 9.导向套 10.导向环 11.O型圈 12.挡圈 13.蕾型圈 14.挡环 15.卡环16.O型圈 17.防尘盖 18.防尘圈 19.挡圈 20.销轴 21.B型销 22.套环 23.卡环
2 立柱的装配:
1) 依次将活塞导向环7、鼓形圈6、支承环5及外卡键3装入活柱的活塞上,将卡箍4放入外卡键的槽口内;
2) 将活柱2装入缸体内,按所在位置依次将O形密封圈11、挡圈12装入导向套的O型槽中,将挡圈14、蕾形圈13、导向环10装入导向套内孔槽中(在装时要注意蕾形圈的方向),再将导向套装入缸体上;
3) 安装卡环15,将导向套固定;
4) 将O形密封圈16、防尘圈17依次安装在防尘盖内,装入缸体内,用孔用卡簧19定位。
5) 将加长杆8装入活柱体内,将卡环放入加长杆槽内;
6) 装入套环、,插入销轴,并用B型销固定。 7) 将塑料堵装入缸体进回口,防止灰尘进入。